想要探索河源【当地】滚压管_【绗磨管报价】工艺成熟的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
以下是:河源【当地】滚压管_【绗磨管报价】工艺成熟的图文介绍
安达液压机械有限公司坐落于 河源不锈钢油缸管、基地河源,公司领导团队由多位从业 河源不锈钢油缸管、行业十几年的精英组建而成,应允时代的需求打造了一家针对 河源不锈钢油缸管、专业研发、设计、生产、销售、安装为一体综合性企业。


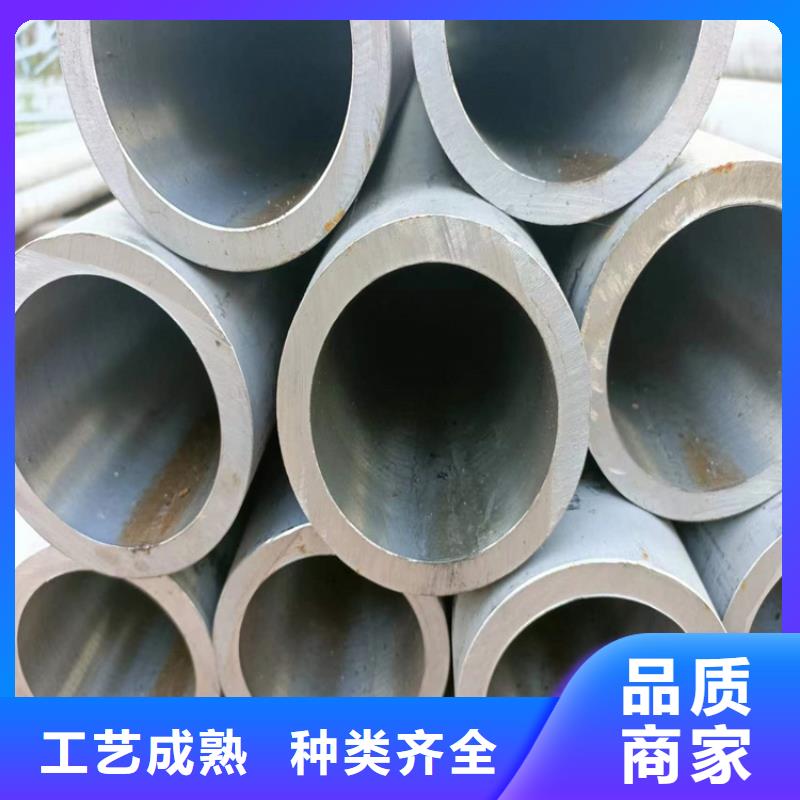
河源珩磨管油缸管绗磨管绗磨管的特点
1.外径更小。
2.精度高可做小批量生
3.冷拔成品精度高,表面质量好。
4.钢管横面积更复杂。
5.钢管性能更优越,金属比较密。
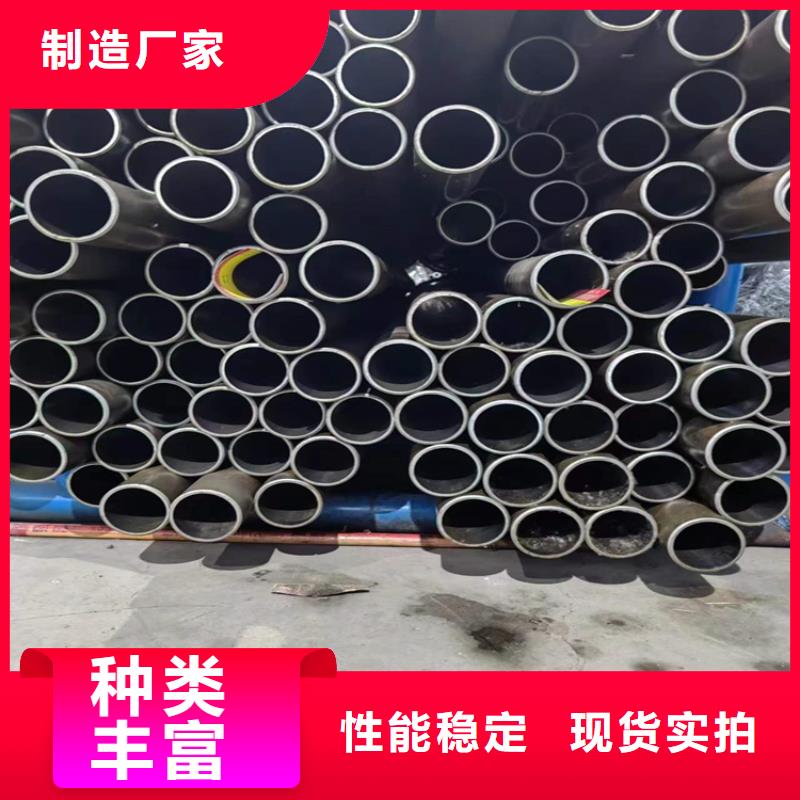
冷拔油缸管热轧精密钢管是由连铸圆坯或初轧坯经步进梁式加热炉加热,高压水除鳞后送入粗轧机。粗加工材料被切割、尾随,然后送入精轧机进行计算机控制轧制。精轧后,经层流冷却,用卷取机卷取,形成直卷。直发卷发的头尾一般呈舌形和鱼尾形,粗细和宽度的准确性较差。卷重,内径760mm。直发钢卷经切头、切尾、切边、多道次矫直调平等精整线处理后,可再次切割或复卷,成为热轧钢板、热轧扁钢卷、纵剪带钢等产品。通过酸洗去除氧化皮并涂上油,可将热轧精轧钢卷制成热轧酸洗钢卷。滚压管



河源珩磨管油缸管绗磨管当液压油中含有水分时,会促使液压油形成乳化液,降低了液压油的润滑和防腐作用,加速导致管路内壁的磨损和腐蚀。当液压油中含有大量气泡时,在高压管路中气泡受到压缩,周围的油液便高速流向原来由气泡所占据的空间,引起强烈的液压冲击,在高压液体混合物冲击下,管路内壁受腐蚀而剥落。以上这些情况终都会使管路破裂而漏油。
此外,管路的外表面经常会沾上水分、油泥和尘土,如果保护层破坏,就很容易产生腐蚀,导致强度下降,直至从高温、高压、弯曲、扭曲严重处发生 油。]2 对策b] 液压管路虽然承受的压力高,工作环境恶劣,但是漏油故障是可以预防和避免的,在使用和维修中应采取以下预防措施。
2.1 认真检查管路质量,严禁使用不合格管路
在维修时,对新更换的管路,应认真检查生产的厂家、日期、批号、规定的使用寿命和有无缺陷,不符合规定的管路坚决不能使用。使用时,要经常检查管路是否有磨损、腐蚀现象;使用过程中橡胶软管一经发现严重龟裂、变硬或鼓泡现象,就应立即更换。滚压管



河源珩磨管油缸管绗磨管管路漏油原因编辑 播报
液压系统管路漏油原因探讨及对策
液压系统中使用的管路种类很多,根据液压系统的工作压力及安装位置的不同,选用的有钢管、紫铜管、橡胶管、尼龙管和塑料管等。这些管路一旦损坏漏油,轻则污染环境、影响系统功能的正常发挥,重则危及安全。本文分析归纳了造成液压管路漏油的原因及采取的相应对策。]1 漏油的原因分析b] 1.1 管路质量差
在维修或更换液压管路时,如果在液压系统中安装了劣质的管路,由于其承压能力低、使用寿命短,使用时间不长就会出现漏油。硬质油管质量差的主要表现为管壁厚薄不均,使承载能力降低;劣质软管则主要是橡胶质量差、钢丝层拉力不足、编织不均,使承载能力不足,在压力油冲击下,易造成管路损坏而漏油。
1.2 管路安装不符合要求
1.2.1 管路弯曲不良滚压管


河源珩磨管油缸管绗磨管产生偏心的钢管 在热轧钢管生产过程中 容易产生,产生的环节多半是在热穿孔时产生的:
根据对自动轧管机轧后钢管的解剖分析,我们认为穿孔毛管经自动轧管机轧制后,钢管纵横向壁厚不均的形式基本上保留了穿孔毛管壁厚不均的分布特征,即轧后钢管仍具有螺旋状的壁厚不均,而且横向壁厚不均显著增大。
自动轧管机产生壁厚不均的原因是:
①穿孔毛管壁厚不均的存在形式和严重程度,直接影响轧后钢管壁厚不均的存在形式和严重程度。
②在自动轧管机上轧管时,因顶杆弯曲,使顶头位置偏离孔型中心而导致壁厚不均,其管中和管头各横截面上的 壁厚和小壁厚位置几乎固定不变;而管尾到管头壁厚不均程度则逐渐增大,因此,减小顶杆残余弯曲度,降低轧管时顶杆的轴向力,对减小壁厚不均程度有显著作用。
③减壁量越大,荒管壁厚不均越严重,减壁量较小时,自动轧管机有减小穿孔毛管壁厚不均的作用。④孔型调整不正确,当辊缝不平行时,会使荒管的壁厚不均加剧。滚压管







 扫一扫
扫一扫